What I recommend to do, and what not to do, when you engage in an SAP Supply chain optimization
So you want to embark on an
optimization effort
to get more out of your investment in the world’s greatest application software
for enterprises? Great thinking! For
many SAP using companies, Go-Live is the end of their efforts to configure and
customize the applications. Upgrades and the implementation of new modules is
all they think about. There are usually many functions in standard SAP that are untapped and not used during the implementation and sometimes there are mistakes being made and a sub optimized setup results. Training is not finished yet and the competence in the use of the software is low. It’s all human and comes with the territory. You can’t go live
with the perfect SAP setup.
That is why you should undertake an effort to get more
automation, increase your flexibility in the manufacturing process, enhance
visibility into the supply chain and keep your inventories low with great
service levels.
But watch out: an SAP supply chain optimization comes in
many different facets and in order to get value out of the effort, you must be
careful to undertake the right steps, use the right tools and partner with the
right consultant.
In the following I have listed Do’s and Do Not’s that come
from a long history of optimization work and engaging with many clients from
many industries. I’ll break it down into the different parts of an optimization
effort.
Defining the Optimization
First and foremost you need to define the individual
activities that should lead to value for the business. For that to be possible
you will have to measure the existing supply chain, uncover weaknesses and sub
optimized states, select the areas of operation, build a sequence of activities
and set a benchmark so that you can measure progress.
Do take a benchmark
measure before you start the optimization. Know where you are standing, list
your inefficiencies and potentials, be honest about your company’s competence
with SAP, see how much automation you get out of the system, measure your
inventory performance and
service levels, evaluate the level of visibility and transparency in the supply
chain and try to increase flexibility from the level you are at right now. A
good consultant should be able to quickly lay out that benchmark and direct you
towards an effective optimization program.
When I start to engage with a new client, I offer them a
free visit to personally meet and discuss their SAP and process setup on
location. This helps me to understand what they are doing and gives me the
opportunity to make some preliminary suggestions, so that the customer may
quickly evaluate my level of competence. This helps them to feel comfortable
with me… or not.
Do
Not buy a so-called wellness assessment that lasts for a week and
costs you an arm and a leg. If you get it for free, go for it, but only if they
don’t tie up your staff. Exercises like that only help the consultants to sell
you on more work, but are of no value to you. It allows the consultant to learn
more about your way of using SAP (shouldn’t they know how SAP works best?) and
getting paid for it too. They can also find out what they can sell you later
down the road. A good, experienced consultant knows what you need to do, by
engaging in a conversation with your users. Since experienced consultants know
how materials planning, production scheduling and an automated procurement
process works best in SAP, they do not have to spend a week at your facility, poking
around your productive SAP system without supervision and possibly stirring up
emotions and introducing friction when they present pre-mature and possibly
false insights into your SAP supply chain to the executives.
Do engage in a modeling
exercise to establish a point of reference. Models – I use lego – are a great
way to design future, optimized states. You can grab a lego brick and move the
inventory / order interface tangibly down the value stream and see the impact.
A good model is your best companion throughout the initiative.
Do engage with a partner
that is there for the long haul. The people you work with for their deep
knowledge with SAP functionality need to learn as much as possible about your
business and when they do, you want to have the ability to ask them more
questions and bring them in for another week or two to help you with more
optimizations. Before you sign up with the consultants, check their ability to
sustain relationship with clients for a long time. Beware of the Optimizer who
goes from project to project – most of them last for three to nine months
before the client sees through the BS – and very rarely gets an added
engagement. You want to work with the consultant who has many clients and those
clients call upon them over and over again. Make sure you get some references
and when you talk to the reference, ask if the consultant is still there and
has completed and delivered successfully on optimizations before. Be also aware
of the selective reference provision. A good place to start is at the
consultant’s website. They usually list all the customers they worked with in
the past on a ‘customer reference’ page. Pick 5 to 8 of those listed and ask
for references form those companies instead of letting the consultant select
the references.
Do
not engage with someone who wants to optimize your process – except
if you are looking for a process optimization consultant to optimize your
business process. Be clear what you’re
looking to do here! This is about getting the most out of SAP functionality and
not to completely change your way of business. If your process doesn’t work,
chances are you wouldn’t be in business. Now it’s time to evaluate how much
manual effort you have to come up with to run the process on SAP, to reduce
that effort and make things go smoother and more automated with an increased
level of competence… That is what this is all about. And when that advisor
tells you that you will have to change your organizational structure or buy the
book ‘Who moved my cheese’, then it’s about time to tell them to start their
own company and put their money where their powerpoint presentation is.
Most importantly: Do
Not engage in a gain share program where you hand the consultant
more money based on an inventory reduction! Some of these programs border on
fraud in my mind. First of all; an inventory reduction is not always a good
thing. Especially when it leads to stock-outs and failed availability checks.
Also, there are so many external factors influencing your inventory holdings,
that when the value goes down, it’s very difficult to identify whether your
consultant deserves credit for it. Maybe the inventory value goes down, because
someone in the warehouse scraped obsolete stocks. The parameters with which a
gain share is defined, are mostly shady to say the least and often set up in a
way, that the consultant has some ‘wiggle room’ when it comes to report on the
results. Taking a bunch of materials with inventory out of the MRP Controller
key, or including the obsolete items in the initial report but taking them out
for the final measurements, are common practices that sometimes happen because
the consultants involuntarily mismanage the selection criteria, and sometimes because
of a lack of competence when they compare apples with bananas. Sometimes,
however, it is downright cheating.
Beware of anyone who wants to make more money that way, and
work with those people for whom better inventory levels are a natural
by-product of an SAP supply chain optimization.
Do check on the proposed
team, resources and consultants! I’ve seen it so often; the sales staff comes
in with a team of ‘great talkers’. They sell you an optimization and then
you’ll meet a lot of new people at the kick-off meeting and during the project.
The bad ones keep on rolling off, only being replaced by worse. Not only may
your project be staffed with inexperienced SAP ‘experts’, but on top of
everything else they throw in Project Managers, Business Maturity Managers,
Thought Leaders (whose thoughts are they leading? And leading where?) and Account
Managers.
Do you really need someone to manage these efforts? Do you
need all these people? They cost a lot of money for sure. How about consultants
that have vast experience with SAP, optimization efforts, understand supply
chain theories and principles and know how to effectively apply them… and can
manage all the efforts themselves and in collaboration with your team? Do you
really need to pay someone an SAP premier consulting rate who does nothing but
schedules meetings and manages change or business maturity? Your change? Your
business maturity? In an SAP supply chain optimization?
More Effective Materials Planning
Materials Planning is at the heart and soul of the SAP
supply chain. It’s where you set up your master data for automation and so that
the MRP Run can generate a supply plan with optimum lot sizes and receipt dates
from a pure demand point of view. Fine tuning of these supply proposals happens
in Purchasing and Production Scheduling but a good setup of your master data
and policies will set you up for success with a good basis.
Do learn about policy
setting. It is the most important, game changing, cost saving, automating piece
of an SAP optimization puzzle. Without regular policy setting you don’t stand a
chance in this ever changing world… unless… all your competitors don’t do it
either. But you want the advantage and not just go with the rest, right?
Do
Not work with someone who tells you that collective updates are bad
and you should never get Add-On Tools. SAP has white spots in its functionality
and to ignore that, is simply bad. You can’t do an XYZ analysis in standard
SAP. Instead of using a spreadsheet, why not using a totally integrated, SAP
native MRP Monitor that lets you update the policy as well? Nobody, except for
someone who does not want you to succeed and is only interested in their own
gain, can possibly deny that the SAP Add-On Tools are absolutely essential for
effective Materials Planning.
Do educate your users in
all aspects of effective materials planning, inventory optimization and the way
the SAP master data drives automation, integration and visibility or
transparency. Run them through hands-on workshops that are driven by
experienced consultants and make sure that the knowledge transfer happens. Your
users need to come out of this with a feeling of empowerment and not
frustration because someone taught them how to set up one materials… and now
they’re left with thousands more.
For Inventory Optimization Do Not put all your eggs into the LIS basket.
The Logistics Information System is still available in your SAP-Enterprise
software. I am not discounting it, since it has a lot of good reports and KPIs.
However, it is a product of the 1980’s. It is simple nonsense to build an
inventory optimization program around the LIS only. You would have to call up
too many transactions, copy and paste data, move it to a different location,
create an insanely big number of variants and setup customized info structures
to manage data. On top of everything, it is very slow and SAP will never
advance it, or ever speed it up with HANA. SAP says: “We do not support the LIS
anymore!”. You can still use it, but there will be no new releases or any
efforts to make it easier to use. It’s the poor mans (or the ‘stuck in the 80’s
’ mans) reporting and evaluation system.
Some consultants however, still promote it fiercely and try
to make you pay… for them to build an inventory evaluation package that will
embarrass you when you tell the user that they will have to use this from now
on. Do Not, I
repeat, Do Not pay
someone to move you backwards in time and efficiency in your efforts to get a
handle on your inventory controlling. It’s all they know… that’s why they do
it.
Do make use of the SAP Add-On Tool MRP Monitor for
automated policy setting. It has been proven that effective materials planning,
prioritized portfolio management or continuous inventory optimization is not
possible without the MRP Monitor. You can simply not keep the most effective
replenishment policy updated if you have to manage more than 500 materials.
With the MRP Monitor you can classify and segment your materials portfolio and
set policy for entire classes. That ensures manageability and saves the
materials planners a lot of frustrations.
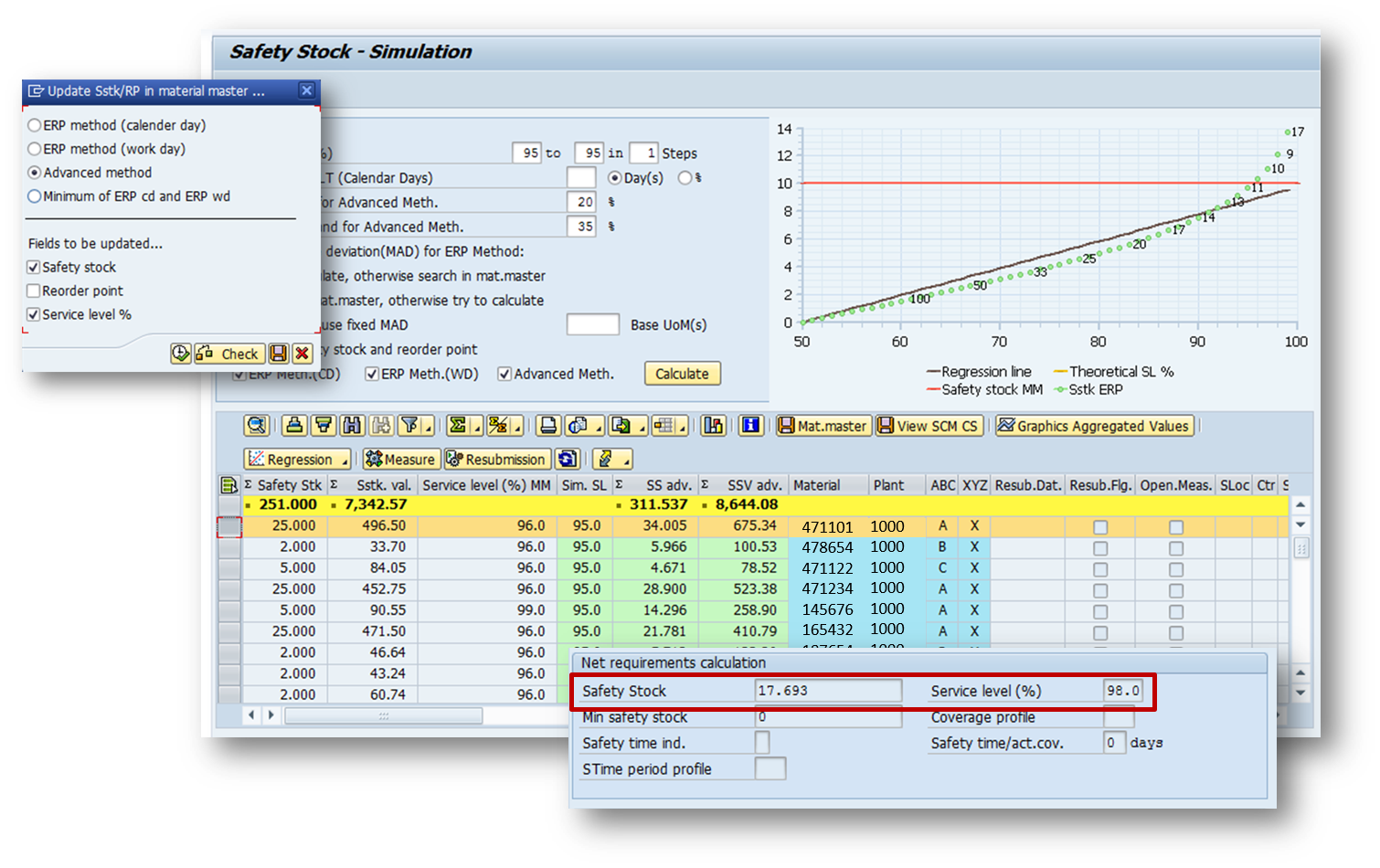
Do have a look at the
Add-On Tools Safety Stock Simulation and Lot Size Simulation. Especially the
latter one has an incredible ROI. It allows you to periodically check on the
lot size procedure which is used for your purchased or produced parts. It then
simulates – for any given demand situation – which lot size procedure produces
the least cost to replenish and compares it to the lot size procedure in use.
This saves you money every day and it’s easy as pie.
Optimizing Production Scheduling
Do create an SAP value stream map and model
your manufacturing environment! Models are a great reference point. And you can
touch them and move things around. Once the model is build you can keep on
using it forever. Any changes or improvements are documented in the SAP value
stream map. Be careful to work on this with someone who has done this before
and knows what is important in a value stream map so that you can get the most
out of it. In my values stream map I add boxes with SAP information to it. As
an example, everywhere there is inventory, there must be an SAP material master
record to manage that inventory. Very often we were able to eliminate one of
these inventory holding points because we introduced flow with a better
scheduling system and the right lot sizing and setup strategies. Those are
measurable, real savings and general improvements for your supply chain and
very difficult to realize if you don’t model and document your value stream.
Do
Not let anyone tell you that you should use only one scheduling
system in your value stream. SAP has a number of very effective scheduling
options and it is absolutely no problem if your packaging line is run
repetitive with a heijunka load leveling profile, while the final assembly line
is a takt-based, balanced ‘pull’ system and the fabrication work cells are run
with discrete production orders based on reorder levels or even Kanban.
Do work with people who
know manufacturing; not only from an SAP perspective. They should know what the
difference between ‘pushing’ and ‘pulling’ is (and not only stating that ‘pull’
is better). They should be able to explain the Theory of Constraints and how
‘Drum, Buffer, Rope’ may be used. Buzzwords like ‘heijunka’, ‘takts’, ‘load
leveling’ and ‘line balancing’ are used too often, without really understanding
when and how to employ them effectively. Dig deeper in your interview to find
out if they really know what they are talking about and don’t forget: Your
users may need to change the strategies long after the consultants are gone. So
either get a good knowledge transfer or team up with consultants that you can,
and want to, engage with over a long time… when you need them.
Do use the Add-On Tool ‘Lot Size Optimization’
to find the perfect setups. The tool is mostly understood to produce the least
cost replenishment lot size for purchased parts, but it also does find the
least cost setup arrangement for produced or fabricated parts.
Do perform scheduling,
capacity leveling, sequencing and a collective availability check before you release your order to the
production line. Otherwise the hang around unprocessed and hog up capacity and
components that could be used much more profitably otherwise. This kind of
behaviour destroys flow.
Do
Not try to solve ineffective production scheduling with the purchase
of APO PP/DS. PP/DS has very good and effective scheduling heuristics but very
often a heuristic is not what gives you the optimal sequence for a demand
driven production program. Heuristics are approximations and often do not provide
the solution to your problem. In most cases that I have seen, the problem lies
in the fact that no capacity scheduling, leveling or sequencing is done after
the MRP run produces a supply plan under absolutely no consideration of
production constraints. The solution to that problem is easily done in ERP,
which does by no means insinuate that APO PP/DS isn’t a wonderful scheduling
and supply management tool. You just need to implement it for the right
reasons.
Automating Purchasing
Do automate your procurement
transactions. There are many functions and features in the SAP procurement
model that allow you to go above and beyond what you learned or were able to
implement at the time of the initial Go-Live.
Sales & Operations Planning in the Integrated Supply Chain
Do evaluate SAP-ERP’s
Sales & Operations Planning. With its standard and flexible SOP it provides
a multitude of functions that might give you everything you need. Often I hear
people say that it runs way too slow. Sometimes there is an easy solution to
that problem. It might be that the info structure constantly aggregates and
disaggregates up and down the hierarchy because it’s set up with ‘consistent
planning’. That costs a lot of resources and takes forever. Using an info
structure with delta aggregation solves that problem and makes the planning
much easier to handle. All I am saying is that you should see through the maze
of opinions about ERP SOP and build your own. It might provide you with a quick
and cost effective solution to your planning with the software you already own.
Do perform a rough
resource check on your production capabilities and important raw materials
availability, before you hand the planned demand into MRP or demand management.
If you neglect to do this, you will overwhelm your production scheduler with infeasible
quantities and dates.
Try
Not
To build your planned demand in Excel or an external system. If you
must do that, find a way to roughly resource check the planned demand
quantities and dates before they become VSFs or LSFs in MD04.