My suggestion was to use repetitive manufacturing for the scheduling of the assemblies (and kitting) to make it easy and automated. With only little customizing necessary, we put the whole thing together within 3 days. Actually, the only customizing effort that was required was for the layout key and a setup matrix (using setup group category and setup group key), so that we can dispatch a sequence that is build automatically according to 'like' setups.
The first thing we did was switching from reorder planning to the deterministic PD. the previous V1 had the effect that inventory holdings (how much to put into the reorder level) had to be calculated based on the two demand sources:
- Stock transport order requests from Manufacturing Plants
- After Market requests from Customers
With a changing demand situation it was very difficult to find the right reorder point and assembly was only triggered when a reorder point was broken. Since then a forward scheduling is executed, the inventory left, after the reorder point was broken, had to be enough to fulfill the demand. This is a very difficult planning situation and requires a lot of inventory.
That is why we decided to plan these products with PD, where future demands (from STOs or customer orders) result in the generation of supply orders in exactly the quantity and exactly the date, they are demanded. Using safety stock to buffer any variation in lead time and demand, we can now schedule production to exactly meet demand. With a fixed lot size FX that corresponds in quantity to the smallest possible run, the MRP run generates supply proposals into the order pool that are a multiple of the minimum run quantity. In scheduling we can then flexibly sequence run quantities in feasible lot sizes
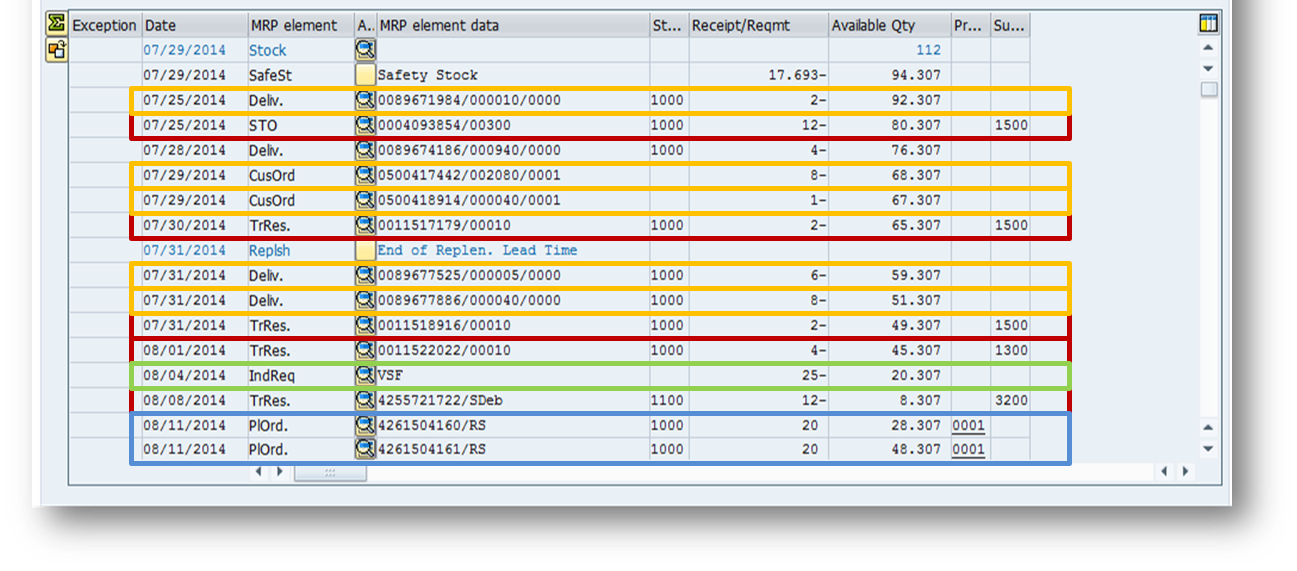
after the MRP run you can then see all the various demand elements in MD04 and the supply that covers them.
Now we can move onto scheduling and in MF50 we can see - tabular or graphically how MRP, which works without any consideration of capacity, sequence or material component availability, fills the pool of orders.

using the previously customized layout key for sequencing according to 'like' setups, we can now simply select three weeks worth of orders and click the 'dispatch button. The system uses the sequencing profile and first sorts all the orders and builds a sequence, then it distributes the orders within the limits of available capacity defined in the individual work orders.

Note that there are three work centers that can be scheduled. If you define alternative routings and production versions, you can use the dispatching strategy in a way that, in case of missing capacity, the dispatching can resort to another work center and therefore perfectly distribute the orders.
since we are working with repetitive manufacturing, there is no need for a planned order conversion to production orders. The orders you see here are executable. Now you may perform a collective availability check using MDVP on the schedule and expedite missing parts for next week.
All that's left is MF51 where you can prnt the schedule and hand it to the operator who will be happy to receive instructions on a feasible plan that's checked for capacity and materials availability.
Very interesting!!
ReplyDelete